ժ Ҫ:ͨ����lier-poolk���������о�,������Զ����̶�Ҫ��ߵ��ص�,���Կ�ϵͳ���巽������и�����ˮ������������,�ۺ������Զ�������、���������、���缼��、���ݿ⼼��、�ܿ�һ������˼·,����������lier-poolk���յij�����ˮ�����Կ�ϵͳ��。��
�����ؼ���:������ˮ����;�Կ�ϵͳ;����
����
����1 ������ˮ�����Կ�ϵͳ���巽��������
����
����(1)����ˮ����������Ҫ������ϵͳ���밲ȫ、�ɿ�����,�ڹ����豸、�DZ�、�����Կ�ϵͳ、�����������ϵͳ、���Ӽ��ϵͳ��ѡ�ͺ�ϵͳ���、������Ƶȷ���,ϵͳ�Ŀɿ�������ƿ��ǵĵ�һԭ��,��Ϊ����ϵͳ�����豸��plc,ѡ�õ¹������ӹ�˾��s7-300ϵ�в�Ʒ������Ӧ�Ŀ�������。��
����(2)��ˮ�������������Կ�ϵͳ����pc+plc�ּ��ֲ�ʽ������ʽ,�Լ��м��Ϊ��,��ɢ����Ϊ��,���п������м�ؼ�����Ͽɶ�ȫ���ĸ��������ʵʱ���,�����Ĺ��չ����Զ����Ʋ��þ͵ص������Ƶ�ԭ�����,������ˮ�������̹ؼ���������������mp 270b�������(�˻�����hmi )��Ϊ�ֳ�����ʦ����վ。��
����(3)Ϊ��֤��ˮ�������İ�ȫ����,�Կ�ϵͳ�����������Ʋ�:�͵��ֶ�����、�ֳ����ƺ�Զ�̼��。�͵��ֶ�������ָͨ���豸���ؿ������ֶ������豸�Ŀ�����ر�;�ֳ�������ָ���ֳ����ֿ�վplcִ���Լ��Ŀ��Ƴ���,��ɿ��ƹ���;Զ�̼����ָ���п���ͨ����ҵ��̫������������˻�����ȫ�����������̽��п���、���ͼ�¼,�Թ����ֳ��豸����ʵ��״̬Ǩ�ƹ���。�������Ʋ�Ĺ�ϵ����:�п�����λ����ͨ�����ֳ���plc��վֱ�ӿ����й��豸����Ҫ�豸,����п��һ����緢������,����Ӱ���plc��վ�Ŀ��ƹ���,���plc������ij��plc��վ��������,����Ա��ͨ���͵ؿ�������豸���п���。��
����(4)�豸�����쳣、���ϻ�ʱ,ϵͳ���Զ��г���ع����豸���л����ֳ��ֶ�������ʽ,ͬʱ��¼�¹�����,������ز��������¹���。��
����(5)��λ������ۺ�Ӧ�ó���ѡ�õ¹������ӹ�˾��wincc 5.1��̬����,�Լ�ع������е�ͼ�ν���、�����������в�����ָ���ͨ��、���к鵵���ݿ��Ϊ�ص�。��
����(6)һ�廯���ﷴӦ������ϵͳ����Ƹ����������յľ���Ҫ��,���һ�廯���ﷴӦ�����������豸������,ʵ�ִ������̵�ʱ�估�ռ����,�γɺ���、������ȱ������,����ɾ��幤�մ���Ŀ��。��
����(7)Ϊ�˶������ֳ�����Ҫ�豸ʵʩԶ�̼���,�ڹķ����、һ�廯���ﷴӦ��、������ˮ����、������������Ҫ��λ��װ�����,����Զ�̵��Ӽ���ϵͳ,���п��ҿ�ȫ����Ҫ�豸����ȫ��24Сʱ����。
����
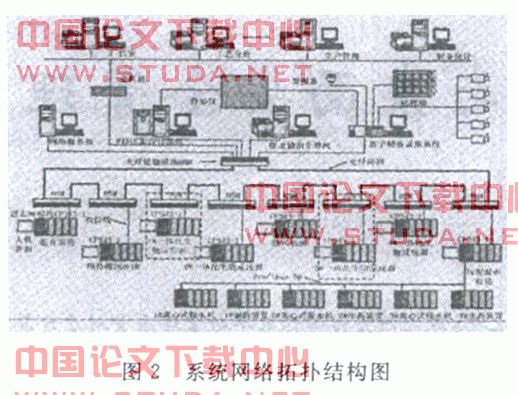
����2 ������ˮ�����Կ�ϵͳ������ṹ��
����
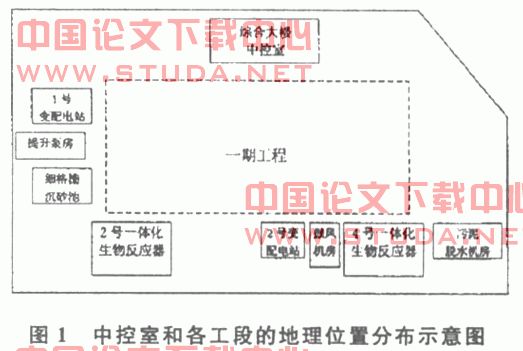
������������Ŀ���ڹ����п��Һ����εĵ���λ�÷ֲ�ʾ��ͼ��ͼ1��ʾ。�п��ҵĽ�����ʹ��һ�ڹ��̼�����õ���ʩ,��һ�ڹ��̵��������豸����һ����ش���。��
����
������ҵ��̫���ǻ���ieee 802.3 (interment)��ǿ�������͵�Ԫ����。��Ϊ������t.i.a(ȫ�����Զ�������)��Ҫ��ɲ���,simatic net���ھ����ֳ�Ӧ����֤�ļ���,�����Ͽ�Ĺ�ҵ����,�����и�ǿ�ȵ��ǧ�ŵ�����。
����
����3 simatic net��ҵ��̫���������
����
�������͵Ĺ�ҵ��̫���绷��,������������������:��
����(1)���粿��。��
��������:���Ӳ���、 fc�������Ӳ���、 els(��ҵ��̫������������)、esm(��ҵ��̫������������)、sm(��ҵ��̫�����˽�����、mc tpll(��ҵ��̫�����˵���ת��ģ��)。��
����(2)ͨ�Ž���:��ͨ˫����,��ҵ����˫���ߺ���。��
����simatic plc�������ϵĹ�ҵ��̫��ͨѶ������。���ڽ�simatic plc���ӵ���ҵ��̫��。��
����(3)pg/pc�ϵĹ�ҵ��̫��ͨѶ������,���ڽ�pg/pc���ӵ���ҵ��̫��。��
�������ù�ҵ��̫��,simatic net�ṩ��һ���켯�ɵ�ȫҵ����(�ܿ�һ�廯���ۺ���Ϣ����)��;��。
����4 ���չ��̿���plc����վ��ɪ�
����
����
����(1)���。��
����s7-300ϵ�в�Ʒ��ģ�黯��С��plcϵͳ,�������е�����Ҫ���Ӧ��。��Χ�ĸ��ֹ���ģ����Էdz��õ��������Ӧ�Զ���������,���ڼ�ʵ�õķ�ɢʽ�ṹ�Ͷ������������,ʹ��Ӧ��ʮ�����,�����û��ͼ����������,��������������ʱ,��������չ,���ڴ�Χ�ļ��ɹ���ʹ�������ܷdz�ǿ��。��
��������û����Կ�ϵͳ������Ҫ����8���ź�ģ���ͨѶ������ģ��ʱ,�������չs7-300����((cpu314����):(1)��4�����������ɰ�װ32��ģ��:���3����չ����(er)���Խӵ��������(cr)��,ÿ������(cr/er)���Բ���8��ģ��。(2)ͨ���ӿ�ģ������:a.ÿ��������(cr/er)�������Լ��Ľӿ�ģ��。�����Dz���cpu�ԱߵIJ���,������������չ�����Զ��ؽ���ͨѶ;b.ͨ��im365��չ,����չ1������,�1��,��ԴҲ���ɴ���չ�ṩ。c.ͨ��im360/361��չ,����չ3������,�������(cr)��չ���ܵ���չ����֮��ľ������Ϊ10��。(3)������װ�������ܿ��Ծ����������ܺ�Զ���а�װ,�������ܼ�(����������չ����,��չ��������չ����)�ľ����Ϊ10��。(4)����:����(cr/er)���Ը�����Ѳ�����Ҫ,ˮƽ��ֱ��װ。��
����(2)���。��
����ͨ����Ͽ���ȷ��ģ������ȡ���ź�(��������ģ��)��ģ��������(����ģ����ģ��)�Ƿ���ȷ。�����������,�ɲ������������Ϣ�벻�ɲ������������Ϣ������。�ٿɲ������������Ϣ:ͨ����Ӧ�IJ���ʼ�������Ϣ�ķ���;�ڲ��ɲ������������Ϣ:�����Ƿ���������ɷ��������Ϣ。��
����������������Ϣ(���ޱ�������Դ),��ģ��ִ��һ������ж�。��ʱcpu�ж�ִ���û�����,���ж�ִ�е����ȼ����ж�,��������Ӧ������жϹ��ܿ�(ob82) 。
����
����5 plc���г�����ƪ�
����
����plc�Զ����������г������Ĵ���Ҫ����ģ��,��:ʱ��ģ��、���в�������、�ۺϹ����ж����Զ�����ģ��。��
����(1)�������。��
�������ǵı�����ƾ�����ѭ��ʡ��ԭ��。��
��������ʱ���������tcount��
����32���������ͳһ��ʱ�����,ÿ���������һ������ʱ�����tn (n=1,2,����32)。plc�Զ����������г����������ʱ�������ȷ��ÿ�����������е�ʱ��。��
����Ϊ27̨(��)�����豸��ÿһ̨(��)����һ��32λ������״̬��־,�ֱ��Ӧ��32��������。plc�Զ����������г������ÿһ̨(��)�����豸������״̬��־���豸���л���(���Ϻ��ֶ�����)ȷ�����豸�Ƿ�����。��
����Ϊ27̨(��)�����豸��ÿһ̨(��)����һ������״̬��־λ(�ۺϹ���)�Ϳ���״̬��־λ(�ֶ�/�Զ�)。��
���������������в�����ά��,����32�����������ʱ�������27̨(��)�����豸������״̬��־����。��
���������������в��������־λ,����������в��������ı䲢�������м����λ���������Ȩȷ��,�����ݹ������в�����ά��ˢ��32�����������ʱ�������27̨(��)�����豸����״̬��־。��
���������������е�ǰ״̬����,������ǰ������,��ǰ��������ʣ��ʱ��。��
����(2)�Զ�����������。��
����ʱ��ģ����һ����ʱ��,��ʱ��������Զ�����,��ֵ����ڱ���tcount��,���Զ�����ģ��ʹ��。��
��������������в��������ı䲢�������м����λ���������Ȩȷ��,�������в��������־λ����Ϊ1,�����ݹ������в�����ά��ˢ��32�����������ʱ�������27̨(��)�����豸����״̬��־,�����������в��������־λ��λΪ0。��
�����ۺϹ����ж�ģ���ۺϹ����豸�ĸ��ֹ���(����й¶、��·、��·��)�ͱ���(�������、�����ص�),ȷ���豸�Ƿ��������Ͷ�빤������,���ù���״̬��־λΪ0/1。��
�����Զ�����ģ��ʵʱ���¹������е�ǰ״̬,������ǰ������,��ǰ��������ʣ��ʱ��。��ǰ��������ʣ��ʱ��Ϊ0,���л�����һ��������,�������õ�ǰ�����������ʣ��ʱ��,�������豸����״̬��־λ(0/1 )、����״̬��־λ(�Զ�/�ֶ�)������״̬��־(1/0),������ֹͣ��Ӧ�Ĺ����豸。
����
����6 �����
����
����lier-poolk������������ˮ����5000��/������װ��ȫ�����ɲ�Ͷ����������,�����ˮЧ��(����ָ��ȥ����)Ϊ:bods 85-98%, codcr 85-95%.,ss80-90%, tn 50-70%, tp 80-97%,��ȫ�ﵽ��gb8978-1996����ˮ�ۺ��ŷű����е�һ����;����ָ��Ϊ:��λͶ��1000Ԫ/��ˮ、ռ�����0.40ƽ���Ŷ�ˮ、ֱ�����з���0.25Ԫ/��ˮ、ְ������8��/���ˮ。�Թ�����ʽͶ�������������������,�Կ�ϵͳ���пɿ�,�Զ����̶ȸ�,������������Ƚ�,��ȫ���㹤�����к��ճ�������Ҫ��。
����
���������
����[1]�@����.�ֳ����߿���[m].����:�й�����������,2005.
����[2]�@�����.��ˮ����[m].����:�й�������ҵ������,2004.
����[3]�@������.�ɱ����������ı�̷����빤��Ӧ��[m].����:�����ѧ������,2001.