摘要:本文简述了cae技术在汽车覆盖件冲压成形中的 应用 ,通过对拉延工序进行冲压成形模拟 分析 ,提前预知成形缺陷,并采取有效措施,进行工艺参数的调整与优化。实践证明,分析 计算 缩短了模具制造周期,减少了模具调试次数,节约了生产成本。
关键词:cae技术;冲压成形;模具调试
1 前言
汽车覆盖件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸精度与表面质量要求较高,在拉伸成形过程中容易出现拉裂、起皱现象。模具调试过程中需要浪费大量的人力、物力和财力。近年来随着计算机技术的不断 发展 ,cae(计算机辅助工程)技术 目前 已经在各大汽车模具厂广泛用于产品模拟分析、冲压板材成形过程分析。通过提前对产品可能出现的成形缺陷进行 研究 ,预示汽车覆盖件冲压成形的可行性。根据 理论 上的模拟分析结果,提高产品工艺补充设计的合理性,减少模具实际调试次数,近而达到缩短模具制造周期、降低生产调试成本,提高 企业 生产效能,保证新车型及时投放市场。本文利用dynaform分析软件,以公司g项目中的顶盖产品分析为例,介绍cae技术在汽车覆盖件冲压成形的应用。
2 产品介绍
图1所示为我公司最近开发g项目标准短轴距顶盖产品,其材料为spcc,料厚t=0.9mm,整体来看,具有材料较薄,外形尺寸较大,端部型面极不规则,成形困难,冲压工艺补充以及后续模具设计比较复杂等特点。

图1 顶盖产品数学模型
3 cae分析工作流程
cae分析技术在汽车覆盖件冲压成形应用中的工作流程,见下图2所示。
图2 cae分析工作流程图
4 汽车覆盖件工艺补充设计注意要点
(1)选定合适的冲压方向,保证凸模将工件一次拉伸到位,凸模两侧包容角尽可能保持一致,周边进料均匀,尽可能降低拉伸深度,并尽量深度均匀。
(2)选用合适板材,一般在满足产品强度要求的情况下,尽量选用屈服点σb和屈服强度σb /σs 较低,延伸率δ、厚向异性指数n较高的薄板材料。
(3)压料面应设计为平面、单曲面或曲率半径很小的双曲面,使材料各处变形均匀,在不产生褶皱的情况下,易于材料流入,同时,尽量减少工艺补充面,提高材料利用率。
(4)根据各个部位的成形特点有效设置拉延筋及参数,并考虑制件的定位以及取放件操作的方便性、安全性。
5 cae模拟分析实例
5.1 三维数据的导入
利用ug等cad设计软件中对数学模型进行整理,确定相关材料、料厚及其偏置方向等相关参数,避免存在重叠面、尖角、漏洞等现象,包括冲压方向、工艺补充面等,而后导入dynaform分析软件中,为了得到均匀规则的分析网格,提高分析精度,要进一步检查片体是否存在负角,并对局部尖角部位进行型面光顺,然后设置当前层,并进行网格划分,分别建立有限元凹模、压料圈、和毛坯模型。下图3、图4为顶盖拉延模的有限元模型。

图4 等效筋设置
5.2 材料参数和边界条件
汽车顶盖材料采用日本标准spcc,厚度0.9mm,杨氏模量e=202mpa,泊松比υ=0.32,密度ρ=7.6x10
6,硬化系数k=0.57mpa,硬化指数n=0.238,各向异性指数ro=1.67,r45=1.32 r90=2.32,硬化曲线σ=κ(ε0+εp )
n。边界条件如下:确定摩擦系数μ=0.125,压边力为350kn。
5.3 模拟 分析 结果 研究
(1)根据模拟结果,对fld(成形极限图)进行研究,发现端部变形严重,有开裂趋势,而中心部位变形不够充分,容易导致制件弓性回弹,见下图5所示。

图5 fld(成形极限图)
(2)通过厚度变化图分析,发现最薄处材料减薄量高达66%,已处于破裂范围。见下图6所示。
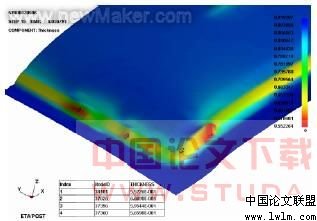
图6 模拟分析后板材厚度变化图
(3)通过对应力、应变以及载荷曲线图 分析 ,可以了解板材在成形过程中的各时刻点受力参数。见下图7所示。
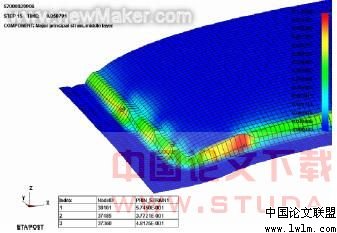
图7 模拟分析后应变分布图
5.4 修边回弹分析
由于顶盖产品本身具有制件形体宽度较大,在刚性不足时,很容易产生下榻或弓起回弹现象,为了更好的进行控制修边后的回弹,对制件进行了回弹分析,见下图8、图9、图10所示。
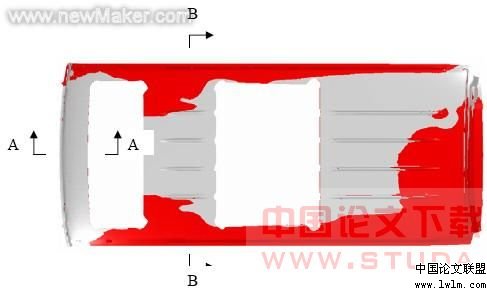
图8 回弹分析图

图9 a-a切面线图

图10 b-b切面线图
5.5 端部侧整形分析
顶盖端部在模具设计时采用非标斜楔进行侧向整形,加上凸包部位多料,很可能产生下起皱或变形不充分现象,为此要求对制件进行侧整形分析,工具定义见下图11所示。

1、压料板 2、凸模 3、毛坯 4、凹模
图11 侧整形分析工具图
6 实际模具调试结果
图12、图13是最终模具实际调试的冲压零件照片,通过实践证明,cae技术模拟分析在冲压成形的过程中的准确性、直观性,从图中可以看出,角部开裂与模拟结果完全吻合。

图13 模具实际调试照片(角部)
7 模具和工艺参数的调整和优化
通过模拟 分析 可以看出,周边局部开裂以及变形不充分,表明在进行工艺补充设计时该部位不合理,经过多次模拟分析 研究 ,最终将局部拉延筋变浅、圆角稍微放大,半径由r6、高度5mm改为r5,高度4mm,提高模具表面光洁度、减少摩擦阻力等措施,重而使 问题 得到解决,冲压出合格的拉延件,促进了后续模具的正常开发,保证了生产进度。见下图14所示。

图14 模具实际调试照片(角部)
8 结束语
通过近年来cae分析技术的有效实施,提高了冲压工艺水平与模具设计质量,缩短了模具制造周期,降低了生产成本。同时也验证了dynaform分析软件的可靠性,分析 方法 的正确性,为实际生产提供了有效依据。在今后的工作中,为了更有效的用于指导模具调试,还需要大家不断地探索与 总结 ,使相关参数的设置与模具实际调试的 影响 因素紧密结合起来,建立核心数据库,最终才能达到一次试模成功的目的。
[ 参考 文献 ]
[1] 曹宏深.塑料成型工艺及模具设计.第一版.北京:机械 工业 出版社,1993.
[2] 徐金波,董湘怀.基于有限元分析的汽车覆盖件模具设计及优化[j].锻压技术2004(1)
[3] 胡轶敏,林忠钦.车身覆盖件冲压成形动态仿真的研究进展[j].力学进展,2002,30(2